Найди своих
единомышленников
Сообщества по 380+ направлениям. Делись опытом, задавай вопросы, ходи на офлайн-встречи и находи друзей рядом.
Чаты, ленты, клубыHobbiz — это социальная платформа, где встречаются единомышленники, рождаются проекты и любимое дело превращается в доход. Свободно. По любви. Без выгорания.
Четыре кита платформы — от первого знакомства до первых заказов.
От каллиграфии до кибербезопасности, от валяния до велоспорта. Найдём сообщество под твою страсть.
Без сложных настроек. Зарегистрировался — выбрал хобби — получил людей, идеи и заказы.
Выбери хобби из 380+ направлений, отметь уровень и цель: «для души», «для общения» или «хочу зарабатывать». Hobbiz сложит ленту, людей и подсказки именно под тебя.
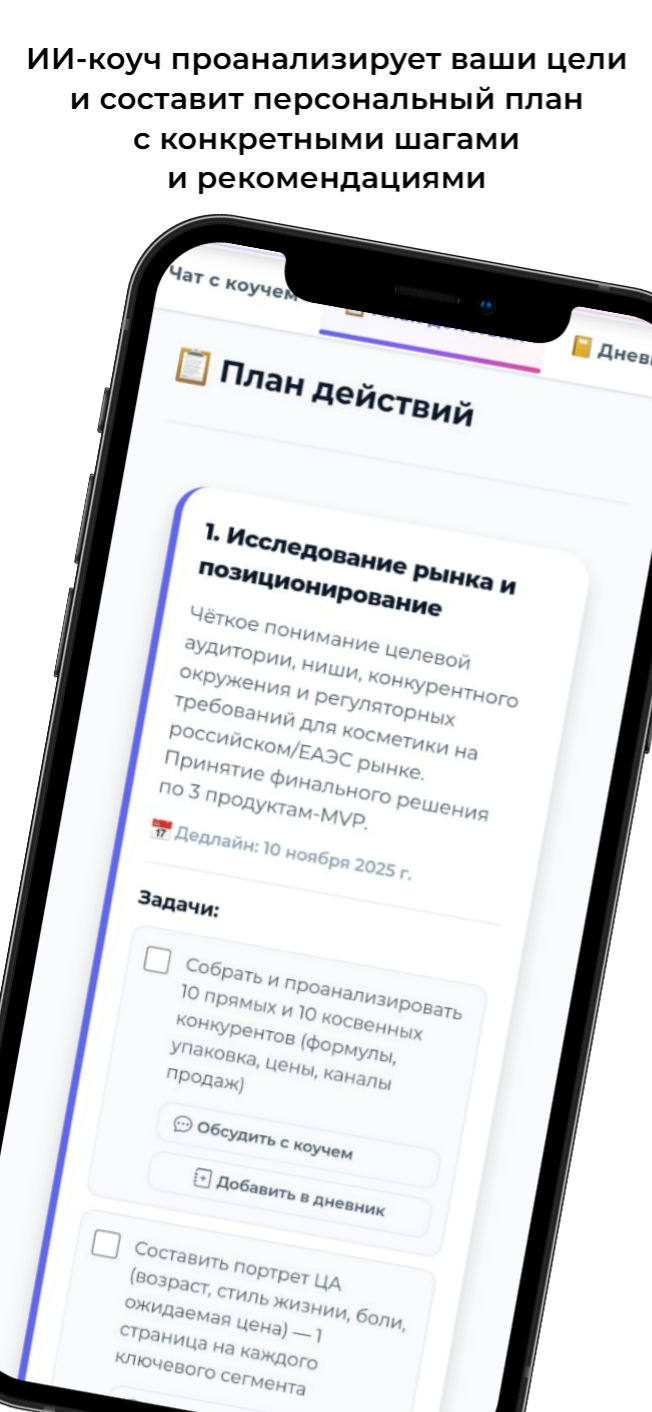
В первый же день ИИ-наставник пришлёт три идеи, нужные инструменты и людей, кому написать. Сообщества, мастер-классы и офлайн-встречи — рядом.
Заведи витрину услуг, собери курс или мастер-класс. Платформа берёт оплату, безопасную сделку и поддержку учеников. Ты — только делаешь то, что любишь.
Выбери своё увлечение — покажем, как заработать, чему научиться и с кем познакомиться. Заработай на том, что любишь.
твоё хобби
Восемь экранов, восемь причин остаться. Тяни, кликай, листай — и убедись сам.







Создай аккаунт и получи доступ ко всем возможностям платформы — это бесплатно.
Старт всегда бесплатный. Премиум — для тех, кто всерьёз. Без скрытых платежей и принудительных продлений.
Всё, чтобы попробовать
Без карты, без сроков
Для тех, кто масштабируется
Пробный период — 3 дня
Самый выгодный план
Экономия 1200 ₽ в год
Платформу Hobbiz развивает аккредитованная ИТ‑компания ООО «Интеллектуальные системы». Внесена в реестр Роскомнадзора как оператор персональных данных.
Проект создан при поддержке программы «Студенческий стартап» Фонда содействия инновациям.
Мы верим, что хобби — это не «после работы». Это то, где находишь себя, людей и иногда — новую работу.
Помочь каждому развивать свои увлечения и зарабатывать на них. Без выгорания, без чувства вины за «бесполезное» хобби. Любимое дело — это не побочный квест, это твоя главная история.
MКаждое хобби может стать чем-то большим: курсом, заказом, сообществом, мастер-классом. Hobbiz собрал всё это в одно приложение, где приятно возвращаться каждый день.
VСила сообщества и в одиночку не сравнится. Мы строим место, где делятся знаниями и вдохновляют друг друга.
Помогаем становиться лучше в том, что любишь. Каждый маленький шаг вперёд — победа.
Начинающий или профи, в Москве или в маленьком городе — здесь найдётся место каждому.
Если не нашли ответа — напишите нам в support@hobbiz.ru, ответим быстро и по-человечески.
Hobbiz объединяет четыре вещи: сообщество единомышленников, фриланс-витрину, платформу онлайн-курсов и ИИ-наставника. Зарегистрируйтесь, выберите хобби — мы покажем, с чего начать, кому написать и как заработать.
Да, платформа подходит для всех уровней. Персональные рекомендации помогут сделать первые шаги, а сообщество — не сдаться, когда сложно.
Hobbiz автоматически предложит сообщества по вашим интересам и людей рядом. Вы также можете создать собственный клуб и собрать в нём свою аудиторию.
Все сделки идут через сервис «Безопасная сделка»: деньги резервируются, исполнитель видит подтверждение, заказчик получает результат. Если что-то идёт не так — поддержка вмешивается.
В один клик в настройках. Никаких звонков, удерживающих менеджеров и спам-писем. Вы продолжите пользоваться платформой бесплатно — без потери данных.
Регистрация занимает 60 секунд. Без карты, без обязательств. Получи план развития от ИИ уже в первый день.